Batteriekühlung und Batteriewasserkühlplatte
Mit der intensiven Förderung des nationalen Wärmemanagements für neue Energiefahrzeuge hat die Branche für neue Energiefahrzeuge immer mehr Aufmerksamkeit auf sich gezogen. Als Herzstück von New-Energy-Fahrzeugen sind Sicherheit, Lebensdauer, Reichweite und Leistung von Power-Batterien auch in den Mittelpunkt der Aufmerksamkeit der meisten Nutzer gerückt. Um die Leistung von Batterien zu verbessern, die Lebensdauer der CFD-Berechnungen zu verlängern, die Reichweite von Fahrzeugen zu erhöhen und Sicherheitsunfälle von Leistungsbatterien zu verhindern, ist die Betriebstemperatur der Batterie zu einem der Schlüsselfaktoren geworden.

Unter allen Batteriekühllösungen hat sich die Flüssigkeitskühlung zur gängigsten Kühlmethode entwickelt, die aufgrund ihrer großen spezifischen Wärmekapazität und ihres hohen Wärmeübertragungskoeffizienten die Luftkühlung und die Phasenwechselkühlung übertrifft. Die von der Power-Batterie während des Betriebs erzeugte Wärme wird durch den Kontakt zwischen den elektronischen Komponenten und der Oberfläche des plattenförmigen Aluminiumgeräts übertragen und schließlich vom Kühlmittel im Strömungskanal innerhalb der Geräteplatte abgeführt. Dieses plattenförmige Aluminiumgerät ist die Wasserkühlplatte.
Das Design und die Anordnung der Wasserkühlplatte variieren ebenfalls und werden hauptsächlich durch den Batterietyp und die Gesamtanordnung des Batteriesystems bestimmt. Um die Temperaturgleichmäßigkeit des Hochleistungsbatteriepakets sicherzustellen, verfügt das gesamte Wärmemanagementsystem außerdem grundsätzlich über ein Design mit mehreren parallelen Zweigen. Je länger der Kühlkanal ist, desto schwieriger ist es, die Temperaturgleichmäßigkeit zu kontrollieren.
Prozessänderungen der Batterie-Wasserkühlplatte
Elektrofahrzeuge haben sich von der frühen Umwandlung von gewöhnlichem Öl in Elektrizität zur Optimierung von Batterie-PACK-Lösungen unter dem Gesichtspunkt der Kostensenkung weiterentwickelt, und auch der Prozessweg der Wasserkühlungsplatte hat sich verändert.
1. Produkt der ersten Generation – Wasserkühlplatte aus extrudiertem Aluminium
Das Material der Profil-Wasserkühlungsplatte ist ein Aluminiumprofil der Serie 6 mit einer Dicke von etwa 2 mm. Es ist nicht erforderlich, eine Aufhängungskonstruktion zu verwenden. VDA-Module werden direkt darauf gestapelt, wobei auf jedem Block 3-4 Module platziert werden. Der Wasserdurchflusskanal kann auch in den Boden der Box integriert werden. Alle Module sind auf der Wasserkühlungsplatte gestapelt und die Stärke ist offensichtlich.
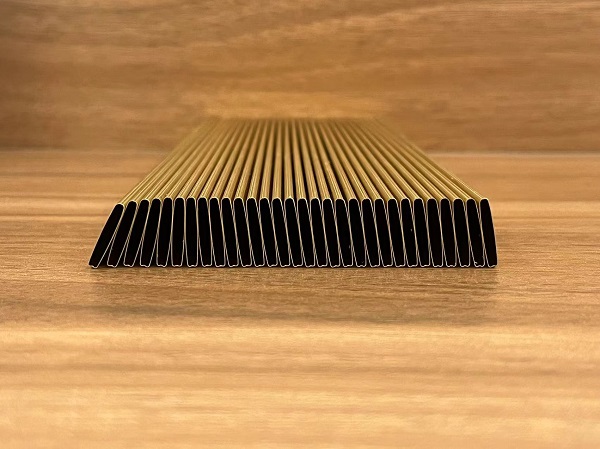
2. Die Leistung des Produkts der zweiten Generation – die Leistung des kleinen Stempelbretts und des Klavierrohr-Wasserkühlbretts – wirkt sich auf die Leistung der Leistungsbatterie aus, was sich direkt auf die Batterielebensdauer von Elektrofahrzeugen auswirkt. Mehrere Platten aus Aluminium-Wasser- und Kälteplatten sind mit mehr als zehn oder zwanzig Kilogramm Flüssigkeit auf den Batteriebetrieb begrenzt, sodass sie direkt in den Kältepalast gelangen. Die Bühne. Tatsächlich ist das Schweißverfahren in der Automobilindustrie weit verbreitet. Es werden der Front-End-Kühlkörper, der Kondensator und der Plattenwärmetauscher des Autos verwendet. Im Allgemeinen wird das 3er-Aluminium an der geschweißten Stelle lackiert und dann bei übermäßig hoher Temperatur (ca. 600 °C) im Schweißofen geschmolzen und geschweißt, sodass der Arbeitsprozess relativ einfach ist. Verwenden Sie das gleiche Verfahren, aber die Anwendung ist anders. Auf dem Stempelbrett muss zunächst ein Motiv gestempelt werden. Die Tiefe der Kufe beträgt im Allgemeinen 2–3,5 mm. Mit einem anderen Tablet mit einem anderen Tablet verschweißt. Der Querschnitt des Strömungskanals des Harmonikarohrs ähnelt der Form eines Harmonikarohrs, wobei die Kollektoren an beiden Enden als Zusammenflüsse fungieren, sodass die interne Strömungsrichtung nur gerade sein kann und nicht beliebig wie eine geprägte Platte gestaltet werden kann gewisse Einschränkungen.
3. Produkte der dritten Generation – Integration und Integration von Flüssigkeitskühlplatten
Wenn die Energiedichte einer einzelnen Batteriezelle einen bestimmten Engpass erreicht, kann die Energiedichte des gesamten Pakets nur durch eine Erhöhung der PACK-Gruppierungsrate erhöht werden. Um mehr Batterien in das Batteriepaket zu packen, wird das Modul immer größer, und sogar das Konzept des Moduls wird aufgehoben, und die Batterien werden direkt auf der Box gestapelt, die CTP ist. Gleichzeitig entwickelt sich auch die Batterie-Wasserkühlplatte in Richtung einer großen Platine, die entweder in die Box oder das Modul integriert ist oder zu einer großen geprägten Platte verarbeitet wird, die flach auf dem Boden der Box aufliegt oder die Oberseite der Batterie abdeckt Zelle.
Unter den drei Typen wird die funktionale Komplexität der Flüssigkeitskühlplatte vom Stanzplattentyp höher sein, da die damit verbundenen Stanz- und Schweißanforderungen sehr anspruchsvoll sind. Gleichzeitig ist das Schweißen ein sehr wichtiger Prozess, unabhängig davon, welches Verfahren zur Herstellung von Batteriewasserkühlplatten verwendet wird. Heutzutage wird die Schweißverarbeitungstechnologie von Wasserkühlplatten hauptsächlich in drei Kategorien unterteilt: Energiediffusionsschweißen, Vakuumlöten und Rührreibschweißen. Flüssigkeitskühlplatten zum Vakuumlöten zeichnen sich durch eine flexible Konstruktionsstruktur und eine hohe Schweißeffizienz aus und werden daher häufig im Bereich von Elektrofahrzeugen eingesetzt.
Mit der allmählichen Diversifizierung der Struktur von Flüssigkeitskühlplatten werden derzeit die Anforderungen an Schweißprozesse immer höher, und das Schweißen entwickelt sich auch in die folgenden 6 Richtungen: 1) Verbesserung der Schweißenergieeffizienz, Steigerung der Schweißproduktivität und Reduzierung des Schweißens Kosten; 2) Verbesserung des Mechanisierungs- und Automatisierungsgrads der Vorbereitungswerkstatt und Verbesserung der Stabilität der Schweißqualität; 3) Automatisieren Sie den Schweißprozess, verbessern Sie die Schweißproduktionsumgebung und lösen Sie die rauen Arbeitsbedingungen; 4) Die Entwicklung aufstrebender Industrien fördert weiterhin die Weiterentwicklung der Schweißtechnologie; 5) Die Forschung und Entwicklung von Wärmequellen darf nicht außer Acht gelassen werden; 6) Energiesparende Technologie ist ein allgemeines Anliegen. Zusammenfassend bedeutet dies auch höhere Anforderungen an die Forschung und Entwicklung sowie die Produktion von Schweißgeräten.